
成型機電氣控制系統
成型機電氣控制系統
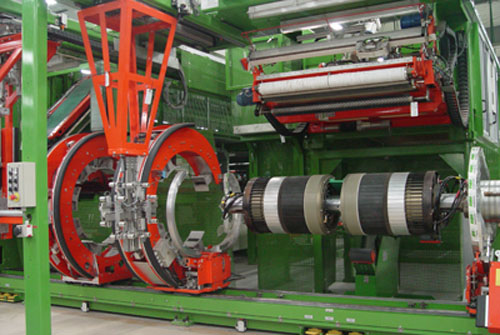
輪胎成型機電氣控制系統屬于典型的運動控制,所以伺服控制系統在整個自動化控制中起到至關重要的作用。
在輪胎成型過程中,運動控制有以下幾個關鍵技術需要實現:
1、手動模式:即在恒扭矩下完成對操作工手動模式下的操作相應。(各種手動模式下的操作)
2、定長控制:即根據不同規格需要輸送定長的材料帶。(如各供料單元的自動備料)
3、組合軸控制:即當設備的一部分運動時要求其它部分同步同速或按一定速比匹配同時運動。(如物料在鼓上的貼合)
4、插補控制:即當設備的不同部分各自完成不同動作又要求時間上匹配。(如冠帶條的纏繞)
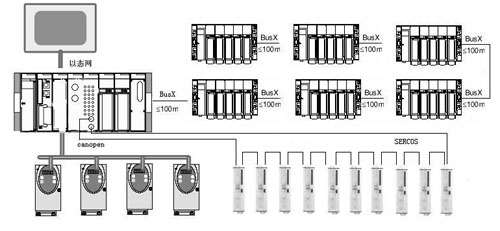
該套系統采用多套伺服控制器,對現場伺服驅動器及下級電機進行控制:
1、系統中的手動控制部分我們采用通過對伺服控制器控制模式的選擇,即將控制模式選擇為MANUAL(手動)模式來實現的,在此種模式下,我們可配合PLC的數字信號輸入模塊的信號采集,來完成對操作工操作的響應。操作涉及到的FUNCTION CODE(控制字)為2572(模式選擇)。在該模式下我們可以完成各個鼓的手動恒扭矩旋轉、起停控制和供料架的手動控制供料。
2、各個供料架的自動備料過程中自動定長部分,我們采用了INCR_MOVE(相對位置)方案,即在當前位置的基礎上再走一個固定長度,該方案解決了在連續生產過程中尋原點的問題,可以完成在無需尋原點的情況下就可完成對物料的重復精準定長,該操作涉及的FUNCTION CODE(控制字)是513(運動的模式選擇)。在該模式下伺服電機將以一定的速度旋轉到一個特定的位置。通過伺服系統的這種功能我們就能完成重復的,按照一定速度對物料的自動定長裁斷及輸送到供料架的待料前段,等待下一次的貼合這一過程。
3、同步貼合過程,我們采用了FollowingFunction(跟蹤軸)方案,即我們建一個新的組合軸,該組合軸由兩個或兩個以上的軸組成,包括一個主軸和若干個從軸,當主軸旋轉時,從軸按照一定的速比跟著旋轉。該操作涉及的主要FUNCTION CODE(控制字)是513(運動的模式選擇)和2114(主從軸之間速比的修改)。我們在成型機中應用該方案解決了由于物料在鼓上自動貼合時,供料架供料速度和啟動時間與鼓旋轉的不匹配而造成的物料拉伸及堆積問題。
4、由于零度帶在貼合過程中要求較大的貼合接頭,從而導致輪胎的動平衡性較差,所以現在的輪胎工藝大多采用了冠帶條來替換零度帶,在我們的半鋼一次法成型機項目中,用戶要求我們提供在不同的配方下的冠帶條的不同纏繞方法,我們采用了Co-ordinated Axes(插補)方案。即新建一個插補組合軸,在應用中我們讓冠帶條的伺服作為主軸,貼合鼓作為從軸。該操作涉及的主要FUNCTION CODE(控制字)是513(運動的模式選擇)。引用該方案我們成功地解決了用戶要求的不同冠帶條纏繞方法以及冠帶條纏繞過程中,冠帶條和鼓之間的動作相對獨立而時間又要求匹配這一難點。

 地址:北京市海淀區上地東路1號盈創動力大廈E座802
地址:北京市海淀區上地東路1號盈創動力大廈E座802 咨詢熱線:400-818-6918
咨詢熱線:400-818-6918 網址:www.rznanhua.com
網址:www.rznanhua.com
